Analysis of fracture causes of φ400mm drive roller
The φ400mm driving roller breaks during use, and the failure analysis is carried out by various methods such as macroscopic inspection, chemical analysis, mechanical property testing, metallographic analysis, etc. It is preliminarily believed that the main fracture causes the coarseness of the structure and the unevenness of the thickness to cause low tensile strength. The impact absorption energy is low, and then the fracture occurs at the transition arc of the roll neck.
The driving roller is an important part of the vertical straightening production line tensioning and straightening unit. The material is made of German standard 21CrMoV5-11. The conventional manufacturing process is: smelting→forging→annealing→roughing→tempering→semi-finishing→heap welding→ In addition to stress → finishing → grinding. A steel mill vertical continuous casting machine drive roller breaks at the early stage of use, and the break is the transition arc between the roll neck and the roll body (see Figure 1). Through the physical and chemical inspection of the roll neck and the roll body of the broken roll, the reason of the fracture is analyzed, which provides an effective guarantee for the stability of the subsequent 21CrMoV5-11 material drive roll quality.

figure 1
Physical and chemical test
(1) Analysis of chemical composition The neck of the broken roll and the body of the roll were sampled and the chemical composition was determined. The results are shown in Table 1. The content of each element of the material satisfies the technical requirements.

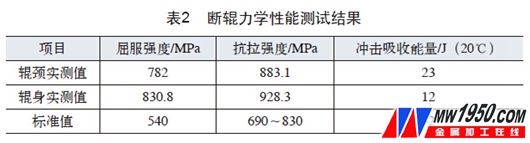
(2) Mechanical properties test In the roll neck and the roll body, samples were taken for normal temperature tensile, bending and normal temperature impact tests, and the tensile strength and lower impact value were obtained, as shown in Table 2.
(3) The metallographic test fracture is a quasi-cleavage fracture after observation by electron microscopy. The class belongs to cleavage fracture and is a kind of brittle fracture. Observing the annular crack at the fracture point, that is, the arc transition between the roll neck and the roll body (see Figure 2), there are many corrosion pits in the arc depth direction, and the crack originates from one of these corrosion pits. 3).

The roll neck (φ200mm) and the roll body (φ400mm) were sliced ​​separately. After thermal erosion by 1:1 industrial hydrochloric acid, the roll neck was generally loosened to 1.5 grade according to the rating chart 3 in GB/T1979-2001. The on-chip sampling was performed for high-magnification analysis (see Figure 4); the roller body was generally loosened to 1.5 grades according to the rating diagram 4, and the whole test surface was coarse-grained, and high-power analysis was performed on the coarser crystal parts (see Figure 5).

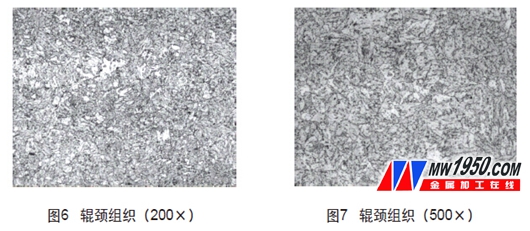
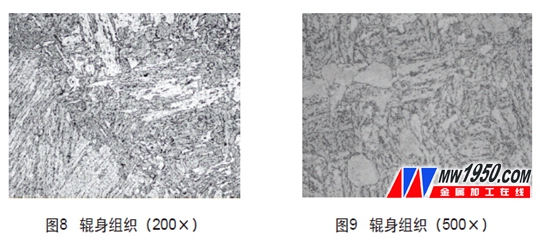
High-power analysis was performed on the samples taken on the roll neck and the low-width test piece of the roll body. After grinding and polishing, the inclusions were normal; the tissue was observed after 4% nitric acid etch, the roller neck tissue distribution was slightly uneven, and the structure was tempered sorbite (see Figure 6, Figure 7); The tissue is coarse and the tissue thickness distribution is extremely uneven, and the tissue is tempered sorbite (see Figures 8 and 9).
2. Analysis of the cause of the fracture
The transition between the roll body and the roll neck is the stress concentration zone of the drive roll. Any defects in the surface roughness, internal structure and mechanical properties of this area may cause the roll neck fracture failure.
The results of physical and chemical testing showed that the chemical composition, mechanical properties and metallographic structure of the roll neck were all qualified, but the impact energy of the roll body was low, the tensile strength was high, and the thickness of the structure was extremely uneven. The macroscopic inspection analysis and cleavage Fractures are often encountered in metal break accidents. Most of them are caused by improper process or in the environment of operation, and the temperature is not suitable. Therefore, the reason for the fracture is mainly due to the fact that the strength of the roll body is too high and the toughness is low.
(1) Improper thermal processing In the rolling process, the coarse crystal grains are not broken or the heating temperature is too high, the residence time in the high temperature zone is too long, and the deformation of the forging is insufficient, which causes coarse crystals. The prior austenite grains have a significant influence on the process properties, mechanical properties and heat treatment of the material. When the coarse austenite grains are cooled, coarse transformation products are obtained, and the plasticity and toughness are deteriorated.
(2) The quenching heating temperature is too high or the holding time is too long. The quenching heating temperature is too high and the holding time is long, which will lead to austenite grain growth, which will cause problems in the subsequent structure. After tempering, the microstructure retains the coarse structure and leads to the material. The tensile strength is high, the relative brittleness is increased, and the impact toughness is lowered.
(3) There are many corrosion pits at the transition of the circular arc of the driving roller, which indicates that corrosive substances act on the site during the work.
(4) The lack of product design is a part of the roller that is easy to form stress concentration. The size of the transition fillet also directly affects the service life of the roller.
3. Conclusions and recommendations
(1) Metallographic examination of raw materials to avoid problems left over from the original organization.
(2) Reduce the quenching temperature and shorten the holding time during the heat treatment.
(3) Make sure that the driving roller is used, for example, by applying a rust preventive oil to the transition arc.
(4) Ensure the rationality of the design and increase the transitional arc between the roll body and the roll neck to reduce the stress concentration caused by improper design.
About the author: Shen Jingwen, Chen Hua, Changzhou Baoling Heavy Industry Machinery Co., Ltd.
Filler Black Masterbatch is one black color filler masterbatch. Its main application is to be used as black color filler. The carbon black content is only 3-5%, calcium carbonate content is as high as 60%-70%. This Black Masterbatch has very low dispersion, and the prices are very cheap. Filler black masterbatches are normally used for big diameter pipe productions, or low requirements plastic injections.
Filler Black Masterbatch
Filler Black Masterbatch, Black Filler Masterbatch, Low Grade Blown Black Masterbatch
Anda Masterbatch( Group) Co., Limited , https://www.polymer-masterbatch.com